
மார்கரைன் உற்பத்தி தொழில்நுட்பம்
நிர்வாகச் சுருக்கம்
இன்றைய உணவு நிறுவனங்கள், மற்ற உற்பத்தி வணிகங்களைப் போலவே, உணவு பதப்படுத்தும் உபகரணங்களின் நம்பகத்தன்மை மற்றும் தரத்தில் மட்டுமல்லாமல், பதப்படுத்தும் உபகரணங்களின் சப்ளையர் வழங்கக்கூடிய பல்வேறு சேவைகளிலும் கவனம் செலுத்துகின்றன. நாங்கள் வழங்கும் திறமையான செயலாக்க வரிகளைத் தவிர, ஆரம்ப யோசனை அல்லது திட்ட நிலையிலிருந்து இறுதி செயல்பாட்டு கட்டம் வரை நாங்கள் ஒரு கூட்டாளியாக இருக்க முடியும், முக்கியமான சந்தைக்குப் பிந்தைய சேவையை மறந்துவிடக் கூடாது.
உணவு பதப்படுத்துதல் மற்றும் பேக்கேஜிங் துறையில் ஷிபுடெக் நிறுவனத்திற்கு 20 ஆண்டுகளுக்கும் மேலான அனுபவம் உள்ளது.
எங்கள் தொழில்நுட்ப அறிமுகம்
தொலைநோக்கு மற்றும் அர்ப்பணிப்பு
ஷிபுடெக் பிரிவு அதன் உலகளாவிய செயல்பாடுகள் மூலம் பால், உணவு, பானம், கடல்சார், மருந்து மற்றும் தனிப்பட்ட பராமரிப்புத் தொழில்களுக்கு செயல்முறை பொறியியல் மற்றும் ஆட்டோமேஷன் தீர்வுகளை வடிவமைத்து, தயாரித்து சந்தைப்படுத்துகிறது.
உலகெங்கிலும் உள்ள எங்கள் வாடிக்கையாளர்கள் தங்கள் உற்பத்தி ஆலை மற்றும் செயல்முறைகளின் செயல்திறன் மற்றும் லாபத்தை மேம்படுத்த உதவுவதற்கு நாங்கள் உறுதிபூண்டுள்ளோம். உலகின் முன்னணி பயன்பாடுகள் மற்றும் மேம்பாட்டு நிபுணத்துவத்தால் ஆதரிக்கப்படும் பொறியியல் கூறுகள் முதல் முழுமையான செயல்முறை ஆலைகளின் வடிவமைப்பு வரை பரந்த அளவிலான தயாரிப்புகள் மற்றும் தீர்வுகளை வழங்குவதன் மூலம் இதை அடைகிறோம்.
ஒருங்கிணைந்த வாடிக்கையாளர் சேவை மற்றும் உதிரி பாகங்கள் வலையமைப்பு மூலம் அவர்களின் தனிப்பட்ட தேவைகளுக்கு ஏற்ப ஆதரவு சேவைகளை வழங்குவதன் மூலம், எங்கள் வாடிக்கையாளர்கள் தங்கள் ஆலையின் செயல்திறன் மற்றும் லாபத்தை அதன் சேவை காலம் முழுவதும் மேம்படுத்த நாங்கள் தொடர்ந்து உதவுகிறோம்.
வாடிக்கையாளர் கவனம்
உணவுத் துறைக்கான நவீன, உயர் செயல்திறன் மற்றும் நம்பகமான செயலாக்க வரிசைகளை ஷிபுடெக் உருவாக்கி, தயாரித்து, நிறுவுகிறது. வெண்ணெய், வெண்ணெய், ஸ்ப்ரெட்ஸ் மற்றும் ஷார்ட்டனிங்ஸ் போன்ற படிகமாக்கப்பட்ட கொழுப்புப் பொருட்களின் உற்பத்திக்கு, மயோனைஸ், சாஸ்கள் மற்றும் டிரஸ்ஸிங்ஸ் போன்ற குழம்பாக்கப்பட்ட உணவுப் பொருட்களுக்கான செயல்முறை வரிசைகளையும் உள்ளடக்கிய தீர்வுகளை ஷிபுடெக் வழங்குகிறது.
வெண்ணெயை உற்பத்தி
மார்கரைன் மற்றும் தொடர்புடைய பொருட்கள் நீர் நிலை மற்றும் கொழுப்பு நிலை ஆகியவற்றைக் கொண்டுள்ளன, இதனால் அவை எண்ணெயில் உள்ள நீர் (W/O) குழம்புகள் என வகைப்படுத்தப்படலாம், இதில் நீர் நிலை தொடர்ச்சியான கொழுப்பு நிலையில் துளிகளாக நன்றாக சிதறடிக்கப்படுகிறது. உற்பத்தியின் பயன்பாட்டைப் பொறுத்து, கொழுப்பு நிலையின் கலவை மற்றும் உற்பத்தி செயல்முறை அதற்கேற்ப தேர்ந்தெடுக்கப்படுகின்றன.
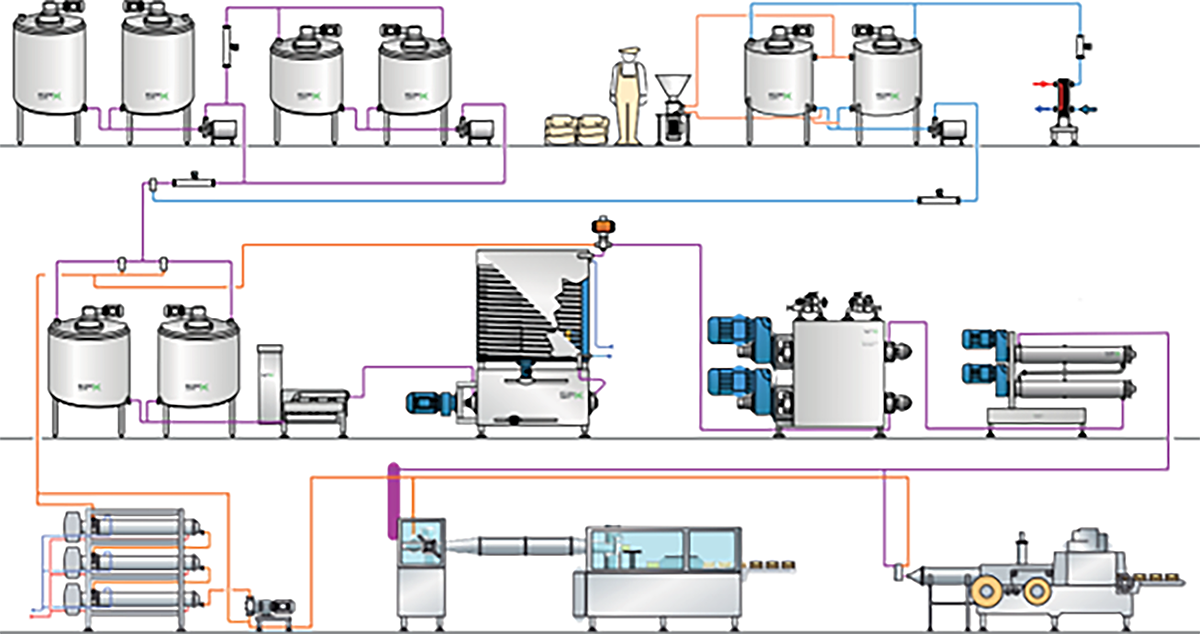
படிகமயமாக்கல் உபகரணங்களைத் தவிர, வெண்ணெய் மற்றும் தொடர்புடைய தயாரிப்புகளுக்கான ஒரு நவீன உற்பத்தி வசதி பொதுவாக எண்ணெய் சேமிப்புக்கான பல்வேறு தொட்டிகளையும், குழம்பாக்கி, நீர் கட்டம் மற்றும் குழம்பு தயாரிப்பதற்கான தொட்டிகளையும் உள்ளடக்கும்; தொட்டிகளின் அளவு மற்றும் எண்ணிக்கை ஆலை மற்றும் தயாரிப்பு இலாகாவின் திறன் அடிப்படையில் கணக்கிடப்படுகிறது. இந்த வசதியில் ஒரு பேஸ்டுரைசேஷன் அலகு மற்றும் மறு உருக்கும் வசதி ஆகியவை அடங்கும். எனவே, உற்பத்தி செயல்முறையை பொதுவாக பின்வரும் துணை செயல்முறைகளாகப் பிரிக்கலாம் (தயவுசெய்து வரைபடம் 1 ஐப் பார்க்கவும்):

நீர் நிலை மற்றும் கொழுப்பு நிலை (மண்டலம் 1) தயாரித்தல்
நீர் கட்டம் பெரும்பாலும் நீர் கட்ட தொட்டியில் தொகுதி வாரியாக தயாரிக்கப்படுகிறது. தண்ணீர் நல்ல குடிநீர் தரத்தில் இருக்க வேண்டும். குடிநீர் தரத்தை உறுதி செய்ய முடியாவிட்டால், தண்ணீரை UV அல்லது வடிகட்டி அமைப்பு மூலம் முன் சிகிச்சைக்கு உட்படுத்தலாம்.
தண்ணீரைத் தவிர, நீர் கட்டத்தில் உப்பு அல்லது உப்புநீர், பால் புரதங்கள் (டேபிள் மார்கரின் மற்றும் குறைந்த கொழுப்பு ஸ்ப்ரெட்கள்), சர்க்கரை (பஃப் பேஸ்ட்ரி), நிலைப்படுத்திகள் (குறைக்கப்பட்ட மற்றும் குறைந்த கொழுப்பு ஸ்ப்ரெட்கள்), பாதுகாப்புகள் மற்றும் நீரில் கரையக்கூடிய சுவைகள் இருக்கலாம்.
கொழுப்பு கட்டத்தில் உள்ள முக்கிய பொருட்களான கொழுப்பு கலவை, பொதுவாக வெவ்வேறு கொழுப்புகள் மற்றும் எண்ணெய்களின் கலவையைக் கொண்டிருக்கும். விரும்பிய பண்புகள் மற்றும் செயல்பாடுகளுடன் வெண்ணெயை அடைய, கொழுப்பு கலவையில் உள்ள கொழுப்புகள் மற்றும் எண்ணெய்களின் விகிதம் இறுதி தயாரிப்பின் செயல்திறனுக்கு தீர்க்கமானதாகும்.
கொழுப்பு கலவை அல்லது ஒற்றை எண்ணெய்களாக பல்வேறு கொழுப்புகள் மற்றும் எண்ணெய்கள், பொதுவாக உற்பத்தி வசதிக்கு வெளியே வைக்கப்படும் எண்ணெய் சேமிப்பு தொட்டிகளில் சேமிக்கப்படுகின்றன. கொழுப்பு உருகும் இடத்திற்கு மேலே நிலையான சேமிப்பு வெப்பநிலையிலும், கிளர்ச்சியின் கீழும் வைக்கப்படுகின்றன, இதனால் கொழுப்பு பின்னமாகாமல் இருக்கவும், எளிதாக கையாளவும் முடியும்.
கொழுப்பு கலவையைத் தவிர, கொழுப்பு கட்டத்தில் பொதுவாக குழம்பாக்கி, லெசித்தின், சுவை, நிறம் மற்றும் ஆக்ஸிஜனேற்றிகள் போன்ற சிறிய கொழுப்பில் கரையக்கூடிய பொருட்கள் உள்ளன. இந்த சிறிய பொருட்கள் நீர் கட்டம் சேர்க்கப்படுவதற்கு முன்பு கொழுப்பு கலவையில் கரைக்கப்படுகின்றன, இதனால் குழம்பாக்குதல் செயல்முறைக்கு முன்பு.
குழம்பு தயாரிப்பு (மண்டலம் 2)

பல்வேறு எண்ணெய்கள் மற்றும் கொழுப்பு அல்லது கொழுப்பு கலவைகளை குழம்பு தொட்டிக்கு மாற்றுவதன் மூலம் குழம்பு தயாரிக்கப்படுகிறது. வழக்கமாக, அதிக உருகும் கொழுப்புகள் அல்லது கொழுப்பு கலவைகள் முதலில் சேர்க்கப்படும், அதைத் தொடர்ந்து குறைந்த உருகும் கொழுப்புகள் மற்றும் திரவ எண்ணெய் சேர்க்கப்படும். கொழுப்பு கட்டத்தின் தயாரிப்பை முடிக்க, குழம்பாக்கி மற்றும் பிற எண்ணெயில் கரையக்கூடிய சிறிய பொருட்கள் கொழுப்பு கலவையில் சேர்க்கப்படுகின்றன. கொழுப்பு கட்டத்திற்கான அனைத்து பொருட்களும் சரியாக கலக்கப்பட்டவுடன், நீர் கட்டம் சேர்க்கப்பட்டு, தீவிரமான ஆனால் கட்டுப்படுத்தப்பட்ட கலவையின் கீழ் குழம்பு உருவாக்கப்படுகிறது.
குழம்புக்கான பல்வேறு பொருட்களை அளவிடுவதற்கு வெவ்வேறு அமைப்புகளைப் பயன்படுத்தலாம், அவற்றில் இரண்டு தொகுதி வாரியாக வேலை செய்கின்றன:
ஓட்ட மீட்டர் அமைப்பு
எடையுள்ள தொட்டி அமைப்பு
தொடர்ச்சியான இன்-லைன் குழம்பாக்குதல் அமைப்பு குறைவாக விரும்பப்படுகிறது, ஆனால் எ.கா. எமல்ஷன் தொட்டிகளுக்கு குறைந்த இடம் கிடைக்கும் அதிக திறன் கொண்ட குழாய்களில் பயன்படுத்தப்படுகிறது. இந்த அமைப்பு டோசிங் பம்புகள் மற்றும் மாஸ் ஃப்ளோ மீட்டர்களைப் பயன்படுத்தி ஒரு சிறிய குழம்பாக்குதல் தொட்டியில் சேர்க்கப்பட்ட கட்டங்களின் விகிதத்தைக் கட்டுப்படுத்துகிறது.
மேலே குறிப்பிடப்பட்ட அமைப்புகள் அனைத்தும் முழுமையாக தானாகவே கட்டுப்படுத்தப்படலாம். இருப்பினும், சில பழைய ஆலைகள் இன்னும் கைமுறையாகக் கட்டுப்படுத்தப்பட்ட குழம்பு தயாரிப்பு அமைப்புகளைக் கொண்டுள்ளன, ஆனால் இவை உழைப்பு தேவைப்படும் மற்றும் கடுமையான கண்டறியும் விதிகள் காரணமாக இன்று நிறுவ பரிந்துரைக்கப்படவில்லை.
ஓட்ட மீட்டர் அமைப்பு தொகுதி வாரியான குழம்பு தயாரிப்பை அடிப்படையாகக் கொண்டது, இதில் பல்வேறு கட்ட தயாரிப்பு தொட்டிகளில் இருந்து குழம்பு தொட்டிக்கு மாற்றப்படும்போது பல்வேறு கட்டங்கள் மற்றும் பொருட்கள் நிறை ஓட்ட மீட்டர்களால் அளவிடப்படுகின்றன. இந்த அமைப்பின் துல்லியம் +/-0.3% ஆகும். இந்த அமைப்பு அதிர்வுகள் மற்றும் அழுக்கு போன்ற வெளிப்புற தாக்கங்களுக்கு அதன் உணர்வின்மையால் வகைப்படுத்தப்படுகிறது.
எடையிடும் தொட்டி அமைப்பு, தொகுதி வாரியான குழம்பு தயாரிப்பை அடிப்படையாகக் கொண்ட ஓட்ட மீட்டர் அமைப்பைப் போன்றது. இங்கு பொருட்கள் மற்றும் கட்டங்களின் அளவுகள் நேரடியாக குழம்பு தொட்டியில் சேர்க்கப்படுகின்றன, இது தொட்டியில் சேர்க்கப்படும் அளவுகளைக் கட்டுப்படுத்தும் சுமை செல்களில் பொருத்தப்பட்டுள்ளது.
பொதுவாக, படிகமயமாக்கல் வரிசையைத் தொடர்ந்து இயக்குவதற்கு இரண்டு தொட்டி அமைப்பு குழம்பைத் தயாரிப்பதற்குப் பயன்படுத்தப்படுகிறது. ஒவ்வொரு தொட்டியும் ஒரு தயாரிப்பு மற்றும் தாங்கல் தொட்டியாக (குழம்பு தொட்டி) செயல்படுகிறது, இதனால் படிகமயமாக்கல் கோடு ஒரு தொட்டியிலிருந்து செலுத்தப்படும், அதே நேரத்தில் ஒரு புதிய தொகுதி மற்றொன்றில் தயாரிக்கப்படும், அதற்கு நேர்மாறாகவும். இது ஃபிளிப்-ஃப்ளாப் அமைப்பு என்று அழைக்கப்படுகிறது.
ஒரு தொட்டியில் குழம்பு தயாரிக்கப்பட்டு, தயாரானதும், படிகமயமாக்கல் கோடு செலுத்தப்படும் இடையக தொட்டிக்கு மாற்றப்படும் ஒரு கரைசலும் ஒரு விருப்பமாகும். இந்த அமைப்பு முன்கலவை/இடையக அமைப்பு என்று அழைக்கப்படுகிறது.
பேஸ்டுரைசேஷன் (மண்டலம் 3)

பஃபர் தொட்டியிலிருந்து குழம்பு பொதுவாக படிகமயமாக்கல் கோட்டிற்குள் நுழைவதற்கு முன்பு, ஒரு தட்டு வெப்பப் பரிமாற்றி (PHE) அல்லது குறைந்த அழுத்த ஸ்க்ராப் செய்யப்பட்ட மேற்பரப்பு வெப்பப் பரிமாற்றி (SSHE) அல்லது பேஸ்டுரைசேஷனுக்கான உயர் அழுத்த SSHE வழியாக தொடர்ந்து செலுத்தப்படுகிறது.
முழு கொழுப்புள்ள பொருட்களுக்கு பொதுவாக PHE பயன்படுத்தப்படுகிறது. குறைந்த கொழுப்பு பதிப்புகளுக்கு, குழம்பு ஒப்பீட்டளவில் அதிக பாகுத்தன்மையைக் கொண்டிருக்கும் என்றும், வெப்ப உணர்திறன் குழம்புகளுக்கு (எ.கா. அதிக புரத உள்ளடக்கம் கொண்ட குழம்புகள்) குறைந்த அழுத்தக் கரைசலாக SPX அமைப்பு அல்லது உயர் அழுத்தக் கரைசலாக SPX-PLUS அமைப்பு பரிந்துரைக்கப்படுகிறது.
பேஸ்டுரைசேஷன் செயல்முறை பல நன்மைகளைக் கொண்டுள்ளது. இது பாக்டீரியா வளர்ச்சியைத் தடுப்பதையும், பிற நுண்ணுயிரிகளின் வளர்ச்சியையும் உறுதி செய்கிறது, இதனால் குழம்பின் நுண்ணுயிரியல் நிலைத்தன்மையை மேம்படுத்துகிறது. நீர் கட்டத்தின் பேஸ்டுரைசேஷன் மட்டுமே சாத்தியம், ஆனால் குழம்பின் பேஸ்டுரைசேஷன் செயல்முறை பேஸ்டுரைஸ் செய்யப்பட்ட தயாரிப்பிலிருந்து இறுதி தயாரிப்பை நிரப்புதல் அல்லது பேக்கிங் செய்தல் வரை வசிக்கும் நேரத்தைக் குறைக்கும் என்பதால் முழுமையான குழம்பின் பேஸ்டுரைசேஷன் விரும்பப்படுகிறது. மேலும், பேஸ்டுரைசேஷன் முதல் இறுதி தயாரிப்பை நிரப்புதல் அல்லது பேக்கிங் செய்தல் வரை தயாரிப்பு ஒரு இன்-லைன் செயல்பாட்டில் சிகிச்சையளிக்கப்படுகிறது, மேலும் முழுமையான குழம்பு பேஸ்டுரைஸ் செய்யப்படும்போது எந்த மறுவேலைப் பொருளின் பேஸ்டுரைசேஷன் உறுதி செய்யப்படுகிறது.
கூடுதலாக, முழுமையான குழம்பின் பேஸ்டுரைசேஷன், நிலையான செயலாக்க அளவுருக்கள், தயாரிப்பு வெப்பநிலை மற்றும் தயாரிப்பு அமைப்பை அடைவதன் மூலம் நிலையான வெப்பநிலையில் படிகமயமாக்கல் கோட்டிற்கு குழம்பு செலுத்தப்படுவதை உறுதி செய்கிறது. கூடுதலாக, படிகமயமாக்கல் கருவிகளுக்கு வழங்கப்படும் முன் படிகமயமாக்கப்பட்ட குழம்பு ஏற்படுவது, கொழுப்பு கட்டத்தின் உருகுநிலையை விட 5-10°C அதிக வெப்பநிலையில் உயர் அழுத்த பம்பிற்கு குழம்பு முறையாக பேஸ்டுரைஸ் செய்யப்பட்டு வழங்கப்படும்போது தடுக்கப்படுகிறது.
ஒரு பொதுவான பேஸ்டுரைசேஷன் செயல்முறை, 45-55°C வெப்பநிலையில் குழம்பு தயாரிக்கப்பட்ட பிறகு, 75-85°C வெப்பநிலையில் குழம்பை 16 வினாடிகளுக்கு சூடாக்கி வைத்திருக்கும் வரிசையையும், பின்னர் 45-55°C வெப்பநிலைக்கு குளிர்விக்கும் செயல்முறையையும் உள்ளடக்கும். இறுதி வெப்பநிலை கொழுப்பு கட்டத்தின் உருகுநிலையைப் பொறுத்தது: உருகுநிலை அதிகமாக இருந்தால், வெப்பநிலை அதிகமாகும்.
குளிர்வித்தல், படிகமாக்கல் மற்றும் பிசைதல் (மண்டலம் 4)
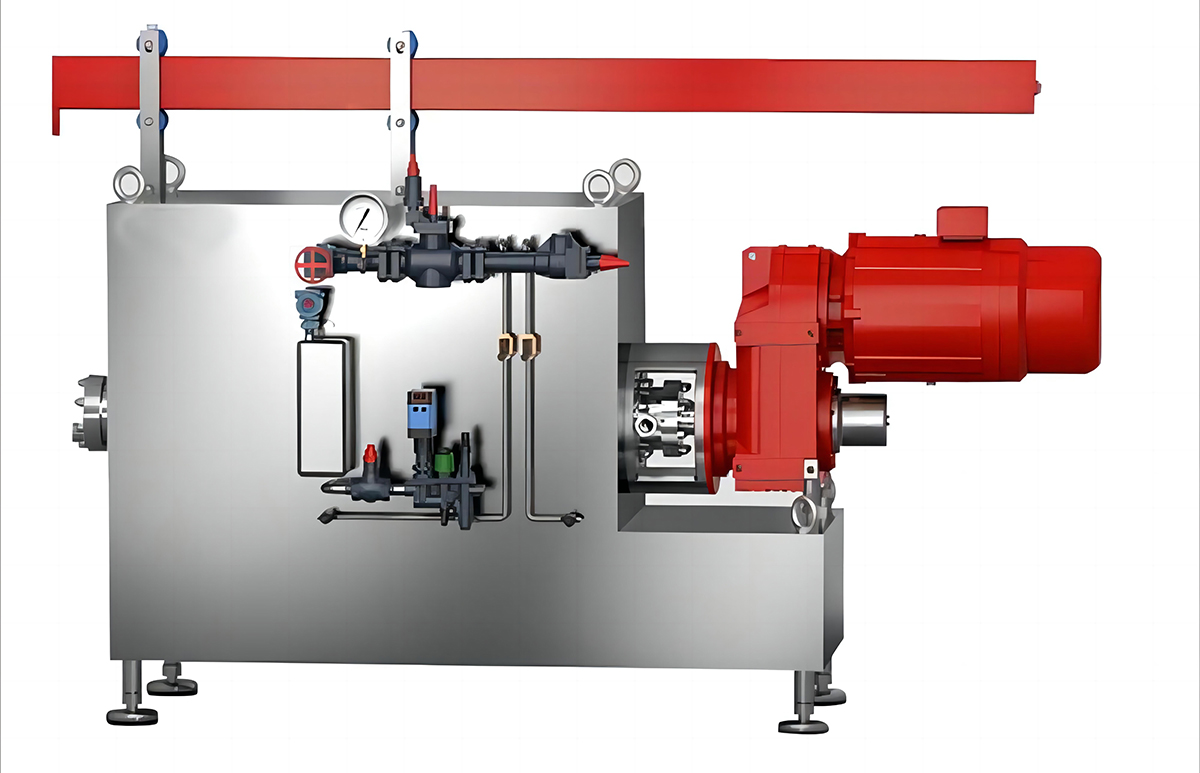
உயர் அழுத்த பிஸ்டன் பம்ப் (HPP) மூலம் படிகமயமாக்கல் கோட்டிற்கு குழம்பு செலுத்தப்படுகிறது. வெண்ணெயை உற்பத்தி செய்வதற்கான படிகமயமாக்கல் கோட்டில் பொதுவாக அம்மோனியா அல்லது ஃப்ரீயான் வகை குளிரூட்டும் ஊடகத்தால் குளிர்விக்கப்படும் உயர் அழுத்த SSHE உள்ளது. பிளாஸ்டிக் பொருட்களின் உற்பத்திக்கு கூடுதல் பிசைதல் தீவிரத்தையும் நேரத்தையும் சேர்க்க, பின் ரோட்டார் இயந்திரம்(கள்) மற்றும்/அல்லது இடைநிலை படிகமாக்கிகள் பெரும்பாலும் வரிசையில் சேர்க்கப்படுகின்றன. ஒரு ஓய்வு குழாய் என்பது படிகமயமாக்கல் கோட்டின் இறுதி படியாகும், மேலும் தயாரிப்பு பேக் செய்யப்பட்டிருந்தால் மட்டுமே சேர்க்கப்படும்.
படிகமயமாக்கல் கோட்டின் இதயம் உயர் அழுத்த SSHE ஆகும், இது சூடான குழம்பு குளிர்விக்கும் குழாயின் உள் மேற்பரப்பில் சூப்பர்-குளிரூட்டப்பட்டு படிகமாக்கப்படுகிறது. சுழலும் ஸ்கிராப்பர்களால் குழம்பு திறமையாக துடைக்கப்படுகிறது, இதனால் குழம்பு குளிர்விக்கப்பட்டு ஒரே நேரத்தில் பிசையப்படுகிறது. குழம்பில் உள்ள கொழுப்பு படிகமாக்கப்படும்போது, கொழுப்பு படிகங்கள் நீர் துளிகள் மற்றும் திரவ எண்ணெயை சிக்க வைக்கும் முப்பரிமாண வலையமைப்பை உருவாக்குகின்றன, இதன் விளைவாக பிளாஸ்டிக் அரை-திட இயல்புடைய பண்புகள் கொண்ட பொருட்கள் உருவாகின்றன.
தயாரிக்கப்படும் பொருளின் வகை மற்றும் குறிப்பிட்ட பொருளுக்குப் பயன்படுத்தப்படும் கொழுப்புகளின் வகையைப் பொறுத்து, படிகமயமாக்கல் கோட்டின் உள்ளமைவை (அதாவது குளிரூட்டும் குழாய்கள் மற்றும் பின் ரோட்டார் இயந்திரங்களின் வரிசை) குறிப்பிட்ட பொருளுக்கு உகந்த உள்ளமைவை வழங்க சரிசெய்யலாம்.
படிகமயமாக்கல் வரிசை பொதுவாக ஒன்றுக்கும் மேற்பட்ட குறிப்பிட்ட கொழுப்புப் பொருட்களை உற்பத்தி செய்வதால், நெகிழ்வான படிகமயமாக்கல் வரிசைக்கான தேவைகளைப் பூர்த்தி செய்வதற்காக SSHE பெரும்பாலும் இரண்டு அல்லது அதற்கு மேற்பட்ட குளிரூட்டும் பிரிவுகள் அல்லது குளிரூட்டும் குழாய்களைக் கொண்டுள்ளது. பல்வேறு கொழுப்பு கலவைகளின் வெவ்வேறு படிகப்படுத்தப்பட்ட கொழுப்புப் பொருட்களை உற்பத்தி செய்யும் போது, கலப்புகளின் படிகமயமாக்கல் பண்புகள் ஒரு கலவையிலிருந்து மற்றொன்றுக்கு வேறுபடக்கூடும் என்பதால் நெகிழ்வுத்தன்மை தேவைப்படுகிறது.
படிகமயமாக்கல் செயல்முறை, செயலாக்க நிலைமைகள் மற்றும் செயலாக்க அளவுருக்கள் இறுதி வெண்ணெயை மற்றும் பரவல் தயாரிப்புகளின் பண்புகளில் பெரும் தாக்கத்தை ஏற்படுத்துகின்றன. படிகமயமாக்கல் வரிசையை வடிவமைக்கும்போது, வரிசையில் தயாரிக்க திட்டமிடப்பட்டுள்ள பொருட்களின் பண்புகளை அடையாளம் காண்பது முக்கியம். எதிர்காலத்திற்கான முதலீட்டைப் பாதுகாக்க, வரிசையின் நெகிழ்வுத்தன்மை மற்றும் தனித்தனியாக கட்டுப்படுத்தக்கூடிய செயலாக்க அளவுருக்கள் அவசியம், ஏனெனில் ஆர்வமுள்ள தயாரிப்புகளின் வரம்பு காலப்போக்கில் மற்றும் மூலப்பொருட்களுடன் மாறக்கூடும்.
SSHE இன் குளிர்விக்கும் மேற்பரப்பால் கோட்டின் கொள்ளளவு தீர்மானிக்கப்படுகிறது. குறைந்த அளவு முதல் அதிக திறன் கொண்ட கோட்டங்கள் வரை வெவ்வேறு அளவிலான இயந்திரங்கள் கிடைக்கின்றன. மேலும், ஒற்றை குழாய் உபகரணங்கள் முதல் பல குழாய் கோட்டங்கள் வரை பல்வேறு அளவிலான நெகிழ்வுத்தன்மை கிடைக்கிறது, இதனால் மிகவும் நெகிழ்வான செயலாக்க கோட்டங்கள் கிடைக்கின்றன.
தயாரிப்பு SSHE-யில் குளிர்விக்கப்பட்ட பிறகு, அது பின் ரோட்டார் இயந்திரம் மற்றும்/அல்லது இடைநிலை படிகமாக்கல் இயந்திரத்தில் நுழைகிறது, அதில் அது ஒரு குறிப்பிட்ட காலத்திற்கு பிசையப்படுகிறது மற்றும் ஒரு குறிப்பிட்ட தீவிரத்துடன் முப்பரிமாண வலையமைப்பின் மேக்ரோஸ்கோபிக் மட்டத்தில் பிளாஸ்டிக் கட்டமைப்பை ஊக்குவிக்க உதவுகிறது. தயாரிப்பு ஒரு மூடப்பட்ட தயாரிப்பாக விநியோகிக்கப்பட வேண்டும் என்றால், அது மூடப்பட்டதற்கு முன் ஓய்வு குழாயில் குடியேறுவதற்கு முன்பு மீண்டும் SSHE-க்குள் நுழையும். தயாரிப்பு கோப்பைகளில் நிரப்பப்பட்டால், படிகமயமாக்கல் வரிசையில் எந்த ஓய்வு குழாயும் சேர்க்கப்படாது.

பேக்கிங், நிரப்புதல் மற்றும் நீக்குதல் (மண்டலம் 5)

பல்வேறு பேக்கிங் மற்றும் நிரப்புதல் இயந்திரங்கள் சந்தையில் கிடைக்கின்றன, மேலும் இந்தக் கட்டுரையில் அவை விவரிக்கப்படாது. இருப்பினும், பேக் செய்ய அல்லது நிரப்புவதற்காக தயாரிக்கப்பட்டால், தயாரிப்பின் நிலைத்தன்மை மிகவும் வேறுபட்டது. பேக் செய்யப்பட்ட ஒரு தயாரிப்பு நிரப்பப்பட்ட தயாரிப்பை விட உறுதியான அமைப்பைக் காட்ட வேண்டும் என்பது வெளிப்படையானது, மேலும் இந்த அமைப்பு உகந்ததாக இல்லாவிட்டால், தயாரிப்பு மீண்டும் உருகும் முறைக்கு திருப்பி விடப்படும், உருக்கப்பட்டு மீண்டும் செயலாக்கத்திற்காக இடையக தொட்டியில் சேர்க்கப்படும். வெவ்வேறு மறு உருகும் அமைப்புகள் கிடைக்கின்றன, ஆனால் அதிகம் பயன்படுத்தப்படும் அமைப்புகள் PHE அல்லது குறைந்த அழுத்த SSHE ஆகும்.
ஆட்டோமேஷன்
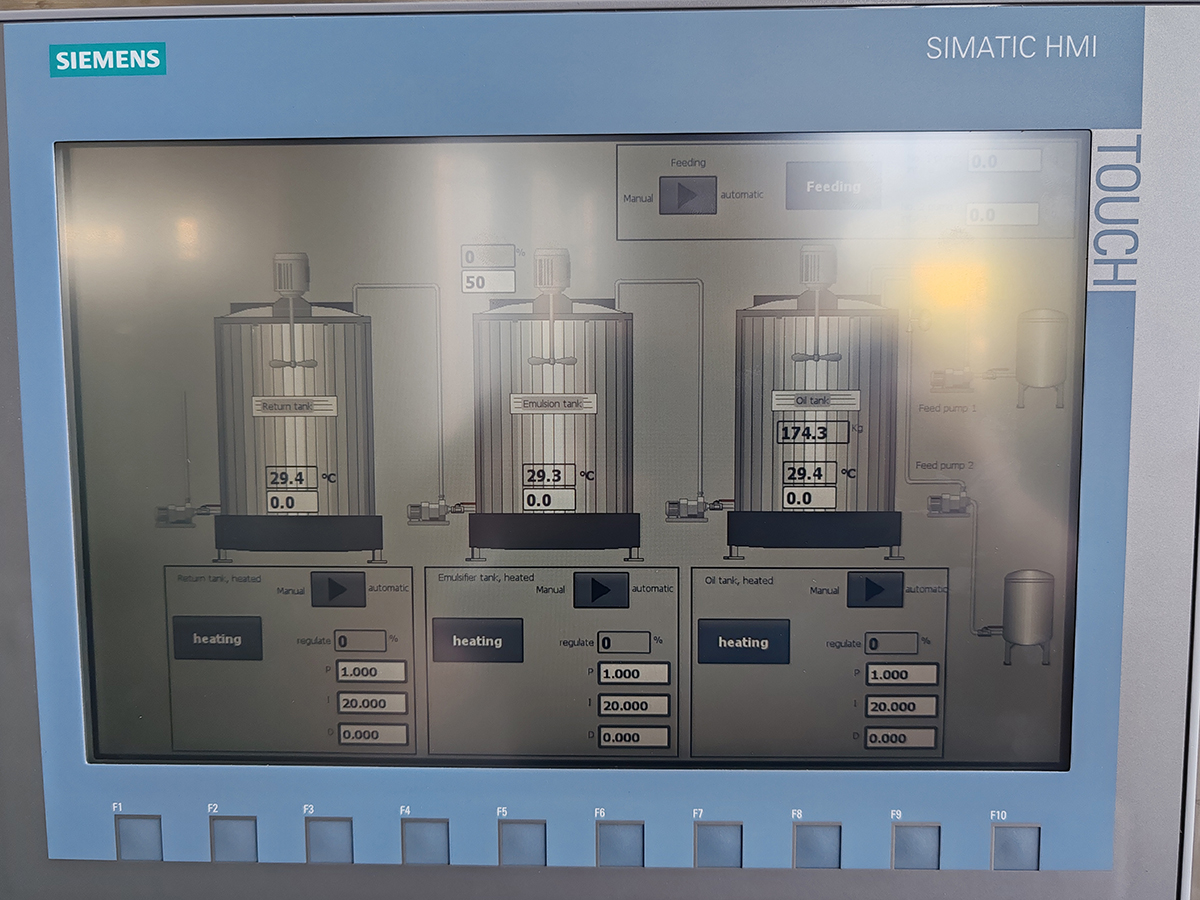
மற்ற உணவுப் பொருட்களைப் போலவே, மார்கரைனும் இன்று பல தொழிற்சாலைகளில் கடுமையான கண்டறியும் நடைமுறைகளின் கீழ் தயாரிக்கப்படுகிறது. இந்த நடைமுறைகள் பொதுவாக பொருட்கள், உற்பத்தி மற்றும் இறுதி தயாரிப்பு ஆகியவற்றை உள்ளடக்கியவை, மேம்பட்ட உணவுப் பாதுகாப்பில் மட்டுமல்லாமல், நிலையான உணவு தரத்திலும் விளைகின்றன. கண்டறியும் கோரிக்கைகளை தொழிற்சாலையின் கட்டுப்பாட்டு அமைப்பில் செயல்படுத்த முடியும் மற்றும் ஷிபுடெக் கட்டுப்பாட்டு அமைப்பு முழுமையான உற்பத்தி செயல்முறை தொடர்பான முக்கியமான நிலைமைகள் மற்றும் அளவுருக்களைக் கட்டுப்படுத்தவும், பதிவு செய்யவும் மற்றும் ஆவணப்படுத்தவும் வடிவமைக்கப்பட்டுள்ளது.
கட்டுப்பாட்டு அமைப்பு கடவுச்சொல் பாதுகாப்புடன் பொருத்தப்பட்டுள்ளது மற்றும் செய்முறைத் தகவல் முதல் இறுதி தயாரிப்பு மதிப்பீடு வரை மார்கரின் செயலாக்க வரிசையில் உள்ள அனைத்து அளவுருக்களின் வரலாற்று தரவு பதிவையும் கொண்டுள்ளது. தரவு பதிவில் உயர் அழுத்த பம்பின் திறன் மற்றும் வெளியீடு (l/மணிநேரம் மற்றும் பின் அழுத்தம்), படிகமயமாக்கலின் போது தயாரிப்பு வெப்பநிலை (பேஸ்டுரைசேஷன் செயல்முறை உட்பட), SSHE இன் குளிரூட்டும் வெப்பநிலை (அல்லது குளிரூட்டும் ஊடக அழுத்தங்கள்), SSHE மற்றும் பின் ரோட்டார் இயந்திரங்களின் வேகம் மற்றும் உயர் அழுத்த பம்ப், SSHE மற்றும் பின் ரோட்டார் இயந்திரங்களை இயக்கும் மோட்டார்களின் சுமை ஆகியவை அடங்கும்.
கட்டுப்பாட்டு அமைப்பு

செயலாக்கத்தின் போது, குறிப்பிட்ட தயாரிப்புக்கான செயலாக்க அளவுருக்கள் வரம்பிற்கு வெளியே இருந்தால், ஆபரேட்டருக்கு அலாரங்கள் அனுப்பப்படும்; இவை உற்பத்திக்கு முன் செய்முறை எடிட்டரில் அமைக்கப்பட்டுள்ளன. இந்த அலாரங்களை கைமுறையாக ஒப்புக் கொள்ள வேண்டும் மற்றும் நடைமுறைகளின்படி நடவடிக்கைகள் எடுக்கப்பட வேண்டும். அனைத்து அலாரங்களும் பின்னர் பார்ப்பதற்காக ஒரு வரலாற்று எச்சரிக்கை அமைப்பில் சேமிக்கப்படும். தயாரிப்பு உற்பத்தி வரிசையிலிருந்து பொருத்தமான பேக் செய்யப்பட்ட அல்லது நிரப்பப்பட்ட வடிவத்தில் வெளியேறும்போது, அது பொதுவாக பின்னர் கண்காணிப்பதற்காக தேதி, நேரம் மற்றும் தொகுதி அடையாள எண்ணுடன் குறிக்கப்பட்ட தயாரிப்பு பெயரிலிருந்து தனித்தனியாக இருக்கும். உற்பத்தி செயல்பாட்டில் ஈடுபட்டுள்ள அனைத்து உற்பத்தி படிகளின் முழுமையான வரலாறும் தயாரிப்பாளர் மற்றும் இறுதி பயனர், நுகர்வோரின் பாதுகாப்பிற்காக தாக்கல் செய்யப்படுகிறது.
சிஐபி

CIP சுத்தம் செய்யும் ஆலைகள் (CIP = இடத்தில் சுத்தம் செய்தல்) நவீன வெண்ணெய் வசதியின் ஒரு பகுதியாகும், ஏனெனில் வெண்ணெய் உற்பத்தி ஆலைகளை தொடர்ந்து சுத்தம் செய்ய வேண்டும். பாரம்பரிய வெண்ணெய் தயாரிப்புகளுக்கு வாரத்திற்கு ஒரு முறை என்பது சாதாரண சுத்தம் செய்யும் இடைவெளி. இருப்பினும், குறைந்த கொழுப்பு (அதிக நீர் உள்ளடக்கம்) மற்றும்/அல்லது அதிக புரதம் கொண்ட பொருட்கள் போன்ற உணர்திறன் வாய்ந்த தயாரிப்புகளுக்கு, CIP களுக்கு இடையில் குறுகிய இடைவெளிகள் பரிந்துரைக்கப்படுகின்றன.
கொள்கையளவில், இரண்டு CIP அமைப்புகள் பயன்படுத்தப்படுகின்றன: சுத்தம் செய்யும் ஊடகத்தை ஒரு முறை மட்டுமே பயன்படுத்தும் CIP ஆலைகள் அல்லது லை, அமிலம் மற்றும்/அல்லது கிருமிநாசினிகள் போன்ற ஊடகங்கள் பயன்பாட்டிற்குப் பிறகு தனிப்பட்ட CIP சேமிப்பு தொட்டிகளுக்குத் திருப்பி அனுப்பப்படும் சுத்தம் செய்யும் ஊடகத்தின் இடையகக் கரைசல் வழியாக செயல்படும் பரிந்துரைக்கப்பட்ட CIP ஆலைகள். பிந்தைய செயல்முறை சுற்றுச்சூழலுக்கு உகந்த தீர்வாகவும், துப்புரவு முகவர்களின் நுகர்வு மற்றும் இதன் மூலம் அவற்றின் விலையைப் பொறுத்தவரை ஒரு சிக்கனமான தீர்வாகவும் இருப்பதால் விரும்பப்படுகிறது.
ஒரு தொழிற்சாலையில் பல உற்பத்தி வரிகள் நிறுவப்பட்டிருந்தால், இணையான துப்புரவு தடங்கள் அல்லது CIP செயற்கைக்கோள் அமைப்புகளை அமைக்க முடியும். இதன் விளைவாக சுத்தம் செய்யும் நேரம் மற்றும் ஆற்றல் நுகர்வு கணிசமாகக் குறைகிறது. CIP செயல்முறையின் அளவுருக்கள் தானாகவே கட்டுப்படுத்தப்பட்டு, கட்டுப்பாட்டு அமைப்பில் பின்னர் தடமறிதலுக்காக பதிவு செய்யப்படுகின்றன.
இறுதி குறிப்புகள்
வெண்ணெயை மற்றும் தொடர்புடைய பொருட்களை உற்பத்தி செய்யும் போது, பயன்படுத்தப்படும் எண்ணெய்கள் மற்றும் கொழுப்புகள் அல்லது தயாரிப்பின் செய்முறை போன்ற பொருட்கள் மட்டுமல்ல, இறுதி தயாரிப்பின் தரத்தையும் தீர்மானிக்கிறது என்பதை நினைவில் கொள்வது அவசியம், ஆனால் ஆலையின் உள்ளமைவு, பதப்படுத்தும் அளவுருக்கள் மற்றும் ஆலையின் நிலை ஆகியவையும் இதில் அடங்கும். வரிசை அல்லது உபகரணங்கள் சரியாக பராமரிக்கப்படாவிட்டால், வரிசை திறமையாக செயல்படாத ஆபத்து உள்ளது. எனவே, உயர்தர தயாரிப்புகளை உற்பத்தி செய்ய, நன்கு செயல்படும் ஆலை அவசியம், ஆனால் தயாரிப்பின் இறுதி பயன்பாட்டிற்கு ஒத்த பண்புகளைக் கொண்ட கொழுப்பு கலவையைத் தேர்ந்தெடுப்பதும், சரியான உள்ளமைவு மற்றும் ஆலையின் செயலாக்க அளவுருக்களின் தேர்வும் முக்கியம். கடைசியாக ஆனால் முக்கியமாக, இறுதி தயாரிப்பு இறுதி பயன்பாட்டிற்கு ஏற்ப வெப்பநிலை-சிகிச்சை செய்யப்பட வேண்டும்..
இடுகை நேரம்: டிசம்பர்-19-2023